

 ru
ru en
en es
es ar
ar





Инверторы V&T в прядильном производстве
I. Введение в технику
Прядильная рама является основной прядильной машиной. Выход и качество пряжи всесторонне отражают достоинства и недостатки каждого рабочего приема в процессе прядения.
Производственной единицей прядильной машины является веретено. Производительность (кг) на тысячу часов веретена часто используется для измерения уровня производства прядильных машин.
Производственная гамма прядильной фабрики представлена общим числом веретен прядильной машины. Прядильная пряжа на каждом веретене рвалась по разным причинам. Скорость обрыва концов часто представлена количеством сломанных концов на тысячу часов веретена. Уровень конечной обрывности влияет на производительность труда, производительность оборудования, качество пряжи и запыленность цеха.
Прядильная машина — это машина с наибольшей рассеиваемой энергией при прядении. Уменьшение обрыва концов и экономия энергии – это показатель технического уровня прядильной машины.
Инвертор прядильных машин имеет богатый опыт применения в прядильной промышленности, особенно в прядильной промышленности. Благодаря многолетним исследованиям, V&T понимает каждый технологический процесс и запускает специальный инвертор, специально предназначенный для прядильных станков.
Его технические характеристики следующие:
а. Малый этап пряжи занимает 15% от общей длины, но процент обрыва конца составляет около 70%. Скорость на этапе тонкой пряжи может быть уменьшена соответствующим образом в зависимости от состояния пряжи, чтобы уменьшить скорость обрыва концов.
б. Средний этап пряжи занимает 80% от общей длины. Обрывы концов чрезвычайно редки, занимая около 10%. Скорость двигателя может быть соответствующим образом увеличена на этом этапе, чтобы повысить эффективность.
в. Стадия крупных нитей занимает 5% от общей длины. Концевой разрыв составляет 20%. Скорость вращения двигателя может быть соответствующим образом уменьшена на стадии крупной пряжи, чтобы уменьшить количество обрывов концов и улучшить качество продукции.
Управление технической характеристикой на многоступенчатых скоростях может быть выполнено для преобразователя частоты в соответствии с особенностями вращающейся рамы. Ходовая схема представлена на рис. 1.
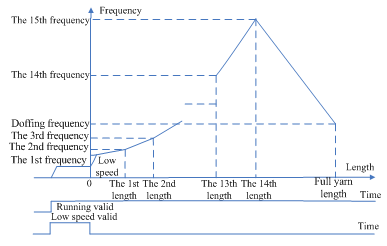
Рис. 1. Рабочая схема прядильной рамы.
Из рисунка 1 видно, что работа преобразователя частоты на низкой скорости эффективна в начальный период, и преобразователь частоты выдает команду работы на низкой скорости;
После отмены команды работы на низкой скорости преобразователь частоты работает в соответствии с кривой, заданной многоступенчатой технологией скорости. Преобразователь частоты разгоняется до многоступенчатой скорости 1 для запуска.
Вместе с увеличением длины первого этапа частота постепенно увеличивается. После того, как прогон первой ступени завершен, преобразователь частоты работает на многоступенчатой скорости, частота 2. Этот процесс изменяется с постоянной скоростью;
Настройка длины пряжи каждой секции последовательно увеличивается. Дизайн параметров может быть установлен с начала полной длины пряжи, постепенно уменьшая настройку длины каждой секции. Длина каждой секции ограничена длиной следующей секции.
Он удовлетворяет следующему соотношению: первая длина < вторая длина < третья длина…….< 13-я длина
Мониторинг состояния прядильного станка: он может отображать положение рабочей секции и номер смены во время работы, а также выполнять запись в реальном времени для текущей длины прядения, количества импульсов и других состояний многоступенчатой скорости.
Он снабжен полной пряжей, функцией предупреждения о потере импульсного сигнала. После того, как программа завершает выполнение цикла, выходная клемма Y1 выдает 2 ~ 3 импульса, а затем останавливается.
II. Функциональная особенность
Функция управления сменой смены, доступная для регистрации выхода продукции в каждую смену.
Функция предупреждения о полной пряже и потере импульсного сигнала.
Многоступенчатое управление кривой скорости, функция сброса.
Независимая функция сброса количества счетчиков, доступная для промежуточной проверки.
Мониторинг состояния прядильного станка, блок текстового дисплея доступен для мониторинга рабочего состояния.
После завершения цикла программа автоматически возвращается в исходную точку, чтобы подготовиться к следующему запуску.
Функция подсчета счетчиков, подсчет импульсов высокоскоростного ролика, не считая во время отдыха оборудования и восстановления сил.
Функция сохранения при сбое питания,После восстановления подачи питания он продолжает работать с положением сегмента и частотой до сбоя питания.
III. Режим подключения
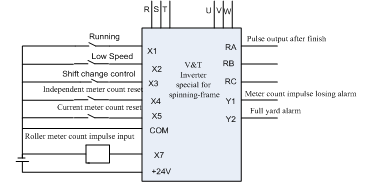
Функция входного терминала:
1 X1: При выборе функции вращающейся рамы запустите инвертор.
X2: толчковый режим (самый высокий приоритет), сигнал низкой скорости. Сигнал работы на низкой скорости применяется для финишной обработки оборудования и имеет более высокий приоритет, чем многоступенчатая скорость. Установите рабочую частоту на низкой скорости с помощью H1.00. Количество метров на этом этапе не будет учитываться в общей длине прядения.
X3: Сигнал управления переключением (каждый раз, когда вы нажимаете его, номер переключения будет меняться в соответствии с последовательностью A, B, C и D). Чтобы было удобно вести статистику количества отжимов в каждую смену, включите этот терминал, после чего номер смены изменится в соответствии с последовательностью. Он оборудован 4 сменами, а именно A, B, C и D.
Каждый раз, когда вы включаете X3, номер текущей смены преобразуется в номер следующей смены. В это время количество прядильных метров будет автоматически увеличиваться до новой производительности прядения. Доход каждой смены можно посмотреть через H1.21 ~ H1.24.
X4: Независимая клемма сброса (каждый раз, когда вы ее нажимаете, независимое количество счетчиков сбрасывается на 0). Техническая кривая не сбрасывается и используется для отладки и оценки в пилотном процессе.
X5: терминал сброса для текущего количества счетчиков вращения (каждый раз, когда вы нажимаете его, текущее количество счетчиков вращения будет сброшено до 0). Для сигнала сброса кривой техники, каждый раз, когда вы нажимаете эту кнопку, рабочая скорость будет возвращена к начальной скорости настройки кривой для повторного запуска.
X7: Вход импульсного сигнала ролика. Вход импульсного счетчика магнитно-индукционного типа. Каждый раз, когда ролик вращается на один оборот, число импульсов увеличивается на 1.
Функция выходного терминала:
RA, RB, RC: выходной импульс после завершения кривой, сброс импульсного выхода во время перезапуска или когда время выхода достигает времени обнаружения импульсного выхода;
Y1: Когда импульсный сигнал счетчика потерян, выдается аварийный сигнал. Этот аварийный сигнал исчезает во время перезапуска;
Y2:Во время полной пряжи выдается сигнал тревоги. Этот сигнал исчезает во время перезапуска.
Примечание:Настройка функционального кода для вышеуказанных клемм: P5.00 = 32, P5.01 = 33, P5.02 = 34, P5.03 = 35, P5.04 = 36. Импульсный вход фиксируется как клемма X7. P7.00 = 33, P7.01 = 34, P7.02 = 32.
IV. Настройка параметров
|
Функциональный код № |
Кодовое название функции |
Роль в процессе прядения |
|
P4.22~P4.36 , H1.00 , H1.32 |
Многоступенчатая частота |
Многоступенчатая настройка частоты в процессе прядения |
|
Ч0.00 |
Выбор функционального режима |
Следует ли выбирать режим функции отжима |
|
Н1.01 |
Диаметр ролика |
Он может установить диаметр ролика |
|
H1.02~H1.16 |
Размер каждого сегмента |
Установка размера каждого сегмента в процессе прядения |
|
Н1.17 |
Текущий номер смены |
Он может обеспечить настройку четырех смен, A, B, C и D. |
|
H1.18~H1.29 |
Текущий статус |
Текущий рабочий статус и продолжительность прядения каждой смены |
|
Х1.30,Х1.31 |
Длительность сигнала |
Он может установить продолжительность входного-выходного сигнала |
|
Н1.33 |
Импульсный проигрыш в режиме обработки |
Он может выбрать, следует ли обрабатывать, когда импульсный сигнал потерян |
V. Приложение : расширенное описание функционального кода
|
Функциональный код № |
Кодовое название функции |
По умолчанию |
Диапазон настройки |
Ед. изм |
Атрибут |
Вариант функционального кода |
|
P2.02 |
Работающие дисплеи выбора параметра |
1CB0 |
0 ~ FFFF |
/ |
○ |
Место светодиодного блока : |
|
0 : опорная частота ( Гц ); 1 : Напряжение шины (В) ; 2 : Текущее количество счетчиков вращения ; 3 : Линейная скорость переднего ролика ; 4 : зарезервировано ; 5 : ИВ (%) ; 6 : Внешний счет ; 7 : Скорость двигателя (об/мин) ; 8 : Задание замкнутого контура (%) ; 9 : Замкнутая обратная связь (%) ; A : эталонное кручение (%) ; B : рабочая частота (Гц) ; C : выходной ток (А) ; D : Выходной крутящий момент (%) ; E : Выходная мощность (кВт) ; F : выходное напряжение (В) ; Единица светодиода, разряд сотен, разряд тысяч |
||||||
|
Ч0.00 |
Режим работы |
1 |
0~1 |
/ |
○ |
0 : режим без вращающегося кадра ; 1 : режим вращающегося кадра |
|
H1.00 |
Низкая частота вращения |
30.00 |
0.0~P0.13 |
Гц |
○ |
частота выше _ до нижнего предела частоты (P0.13 ~ P0.14) |
|
Н1.01 |
Диаметр переднего ролика |
25 |
0~100 |
мм |
○ |
0~100мм |
|
Н1.02 |
1-я длина |
100 |
0~65535 |
м |
○ |
0~65535м |
|
Н1.03 |
2-я длина |
200 |
0~65535 |
м |
○ |
0~65535м |
|
H1.04 |
3-я длина |
300 |
0~65535 |
м |
○ |
0~65535м |
|
H1.05 |
4-я длина |
400 |
0~65535 |
м |
○ |
0~65535м |
|
H1.06 |
5-я длина |
500 |
0~65535 |
м |
○ |
0~65535м |
|
H1.07 |
6-я длина |
600 |
0~65535 |
м |
○ |
0~65535м |
|
H1.08 |
7-я длина |
700 |
0~65535 |
м |
○ |
0~65535м |
|
H1.09 |
8-я длина |
800 |
0~65535 |
м |
○ |
0~65535м |
|
Н1.10 |
9-я длина |
900 |
0~65535 |
м |
○ |
0~65535м |
|
Н1.11 |
10-я длина |
1000 |
0~65535 |
м |
○ |
0~65535м |
|
Н1.12 |
11-я длина |
1100 |
0~65535 |
м |
○ |
0~65535м |
|
Н1.13 |
12-я длина |
1200 |
0~65535 |
м |
○ |
0~65535м |
|
Н1.14 |
13-я длина |
1300 |
0~65535 |
м |
○ |
0~65535м |
|
Н1.15 |
14-я длина |
1400 |
0~65535 |
м |
○ |
0~65535м |
|
Н1.16 |
Длина съема |
200 |
0~65535 |
м |
○ |
0~65535м |
|
Н1.17 |
Текущий номер смены |
А |
А~Д |
/ |
﹡ |
Четыре смены A, B, C и D |
|
Н1.18 |
Текущее количество вращающихся счетчиков ; |
0 |
0~65535 |
м |
﹡ |
0~65535м |
|
Н1.19 |
Количество счетчиков текущей смены ; |
0 |
0~65535 |
м |
﹡ |
0~65535м |
|
Н1.20 |
Счетчик количества смен A |
0 |
0~65535 |
м |
﹡ |
0~65535м |
|
Н1.21 |
Счетчик количества смен B |
0 |
0~65535 |
м |
﹡ |
0~65535м |
|
Н1.22 |
Счетчик количества смен C |
0 |
0~65535 |
м |
﹡ |
0~65535м |
|
Н1.23 |
Счетчик количества смен D |
0 |
0~65535 |
м |
﹡ |
0~65535м |
|
Н1.24 |
Младший бит всего метража |
0 |
0~65535 |
м |
﹡ |
0~65535м |
|
H1.25 |
Старший бит количества всего метра |
0 |
0~65535 |
м |
﹡ |
0~65535м |
|
Н1.26 |
Младший бит числа импульсов ролика |
0 |
0~65535 |
/ |
﹡ |
0~65535м |
|
Н1.27 |
Старший бит числа импульсов ролика |
0 |
0~65535 |
/ |
﹡ |
0~65535м |
|
Н1.28 |
Независимое количество счетчиков |
0 |
0~65535 |
м |
﹡ |
0~65535м |
|
Н1.29 |
Текущее положение бегущего сегмента |
1 |
0~15 |
/ |
﹡ |
0~15 мкс Сегмент 0 ~ 15 |
|
Н1.30 |
Ширина обнаружения выходного импульса |
2. 0 |
0,0~3600,0 |
с |
○ |
0,0~3600,0 с |
|
Н1.31 |
Импульс теряет время задержки обработки |
2. 0 |
0,0~3600,0 |
с |
○ |
0,0~3600,0 с |
|
Н1.32 |
Частота съема |
10. 0 |
0 ~ верхний предел частоты |
Гц |
○ |
частота выше нижнего предела частоты ( P0.13 ~ P0.14) |
|
Н1.33 |
Импульсный проигрыш в режиме обработки |
0 |
0~1 |
/ |
○ |
0 : не обрабатывается ; 1 : обрабатывается |
|
Н1.34 |
Линейная скорость ролика |
0,00 |
0~65535 |
РС |
○ |
|
P5.00~P5.06 Увеличение функции терминала:
32:Запуск инвертора кривой прядения
33: запуск прядения на низкой скорости
34:Вход сигнала сдвига при вращении
35:Сброс входного сигнала независимого счетчика
36:Сброс входного сигнала текущего количества вращающихся счетчиков
P7.00~P7.02 Увеличение функции терминала:
32: Импульсный выход завершения кривой
33:Счетчик импульсов теряет сигнал тревоги
34: Выходной сигнал полной пряжи
35:Отключение вращения преобразователя частоты или работа на нулевой частоте.
Предыдущий :
Проект трансформации лифтовой системы Fujixin в ЧэндуСледующий :
Инвертор V&T в станкостроении 3-8th Floor, Tower 2, Zhiyan lnnovation Building, Yutang Street, Tianliao Community, Guangming District, Shenzhen, Guangdong Province, China.
3-8th Floor, Tower 2, Zhiyan lnnovation Building, Yutang Street, Tianliao Community, Guangming District, Shenzhen, Guangdong Province, China.
 Ms. Nina
Ms. Nina





Если Вы заинтересованы в наших продуктах и хотите узнать больше деталей, пожалуйста, оставьте сообщение здесь, мы ответим вам, как только мы Can.
Авторские права © 2026 Shenzhen V&T Technologies Co.,Ltd.. Все права защищены. Власть

Поддерживается сеть IPv6


